Introduction to Industrial Digitalization
Industrial Digitalization has revolutionized the heavy equipment sector, introducing new possibilities and transforming traditional processes. In this blog, we explore how digital technologies enhance efficiency, accelerate innovation, and reshape the future of the heavy equipment industry. From IoT integration to advanced analytics and robotics, we delve into real-world examples and discuss the benefits and challenges of embracing digitalization in this dynamic industry. Join us as we uncover the transformative power of digitalization in the domain of heavy equipment.
The heavy equipment industry encompasses producing and selling machinery, equipment, and industrial tools used in various sectors such as agriculture, construction, manufacturing, mining, forestry, transportation, lifting solutions, etc. Here are some key points to help you understand the heavy equipment manufacturing industry:
- Scope and Types of Equipment: The heavy equipment industry covers many areas, including construction machinery (e.g., excavators, cranes), agricultural equipment (e.g., tractors, harvesters), industrial machinery (e.g., manufacturing robots, assembly line equipment), and much more.
- Market Dynamics: Global economic conditions, technological advancements, government regulations, and demand from various end-user sectors significantly influence the industry’s performance. Changes in infrastructure development, urbanization, population growth, and industrialization can dramatically impact the need for equipment.
- Innovation and Technological Advancements: Continuous innovation and technological advancements drive the heavy equipment industry. Manufacturers invest in research and development to improve their equipment’s efficiency, performance, and safety.
- Globalization and Supply Chain: The heavy equipment industry has a global footprint, with manufacturers and suppliers operating internationally. Manufacturers often rely on complex supply networks involving component suppliers, distributors, and service providers.
- Service and Maintenance: Heavy equipment manufacturers often provide after-sales services, including maintenance, repairs, spare parts, and technical support. This service aspect is crucial for ensuring the longevity and optimal performance of the equipment. In some cases, manufacturers also offer leasing or rental options to customers.
- Safety and Regulations: Heavy equipment manufacturers must comply with safety standards and regulations for their respective industries. Manufacturers invest in safety features, training programs, and quality control measures to meet these requirements.
- Economic Impact: The heavy equipment manufacturing industry significantly contributes to the global economy. It generates employment opportunities, fosters technological innovation, and supports various downstream industries. Equipment manufacturers also contribute to exports, promoting trade and balance of payments.
- Sustainability: Heavy equipment manufacturers increasingly focus on sustainability and environmental stewardship like many other industries.
How Industrial Digitalization Impacts Heavy Equipment Sector
Digitalization brings numerous efficiency improvements to the equipment manufacturing industry. Here are some key ways in which digitalization enhances efficiency in equipment manufacturing:
- Advanced Production Planning and Optimization: Digitalization allows heavy equipment manufacturers to implement advanced production planning and optimization techniques. Manufacturers can optimize production schedules, allocate resources efficiently, and minimize downtime using digital platforms and algorithms. Real-time data and analytics enable better demand forecasting, inventory management, and just-in-time production, ensuring optimal resource utilization and reducing waste.
- Automation and Robotics: Digitalization enables the integration of automation and robotics in equipment manufacturing processes. Automated machinery and robots can perform repetitive tasks with high precision and speed, reducing human errors and increasing overall production efficiency. This results in improved throughput, reduced cycle times, and enhanced consistency in product quality.
- Predictive Maintenance: Digitalization facilitates the implementation of predictive maintenance strategies. By leveraging data from sensors embedded in equipment, manufacturers can monitor performance indicators and detect anomalies in real time. Predictive analytics and machine learning algorithms can analyze the data to predict equipment failures or maintenance needs, allowing manufacturers to schedule maintenance proactively. This approach minimizes unplanned downtime, maximizes equipment uptime, and reduces maintenance costs.
- Supply Chain Optimization: Digitalization is crucial in optimizing the supply chain in equipment manufacturing. Manufacturers can enhance supply chain visibility through digital platforms and technologies, streamline procurement processes, and improve supplier coordination. Real-time data exchange and collaboration facilitate efficient inventory management, reduce lead times, and enable seamless communication across the supply chain network.
- Remote Monitoring and Support: Digitalization allows for remote monitoring and support of equipment. Internet of Things (IoT) connectivity enables manufacturers to gather real-time data from operating equipment. This data can monitor equipment performance, diagnose issues remotely, and provide timely support and troubleshooting. Remote monitoring eliminates the need for physical inspections, reduces travel costs, and minimizes equipment downtime.
- Data-Driven Decision Making: Digitalization provides manufacturers access to vast data throughout the equipment manufacturing lifecycle. By analyzing this data, manufacturers can gain valuable insights into production processes, equipment performance, and customer preferences. Data-driven decision-making allows manufacturers to identify inefficiencies, optimize operations, and make informed strategic choices to improve efficiency.
Trends of Industrial Digitalization in Equipment Manufacturing
Digitalization in equipment manufacturing is poised to continue evolving and shaping the industry. Here are some emerging key trends that we expect to see:
- Internet of Things (IoT) Integration: Integrating IoT devices and sensors in the heavy equipment industry will become more prevalent. Equipment manufacturers will equip their products with embedded sensors that collect real-time data on performance, usage, and maintenance needs. This data will enable predictive maintenance, remote monitoring, and equipment performance optimization.
- AI and ML: AI and ML technologies will be more prominent in the heavy equipment industry. Advanced algorithms will analyze data collected from equipment sensors and production processes to optimize operations, improve quality control, and enable autonomous decision-making. AI-powered systems will enhance predictive maintenance capabilities and provide valuable insights for process optimization.
- Digital Twins: Digital twins, virtual replicas of physical equipment or processes, will become more sophisticated and widely used. Manufacturers will leverage digital twins to simulate and optimize equipment performance, conduct virtual testing, and predict maintenance needs accurately. Digital twins will enable manufacturers to improve equipment reliability, reduce downtime, and optimize energy consumption.
- Augmented Reality and Virtual Reality: technologies will find increased applications in equipment manufacturing. AR will be used for remote assistance, training, and real-time visualization of equipment operations. VR will enable immersive virtual training environments, virtual prototyping, and simulation of complex equipment assembly processes.
- Advanced Analytics and Big Data: Advanced analytics and big data will continue to expand in equipment manufacturing. Manufacturers will leverage large volumes of data generated by equipment sensors, production processes, and supply chains to gain valuable insights. Predictive and prescriptive analytics will optimize production planning, improve quality control, and enhance supply chain management.
- Cloud Computing and Edge Computing: Technologies that facilitate data storage, processing, and analysis in equipment manufacturing. Cloud-based platforms will enable manufacturers to store and access data securely, collaborate in real time, and scale their digital operations. Edge computing will bring data processing capabilities closer to the equipment, reducing latency and enabling real-time decision-making.
- Robotics and Automation: Robotics and automation will continue to advance in equipment manufacturing. Collaborative robots (cobots) will work alongside human operators, enhancing productivity and safety. Robotic process automation (RPA) will automate repetitive tasks, freeing human resources for more complex and value-added activities.
- Supply Chain Digitization: Digitization of the supply chain will be a focus for equipment manufacturers. We will leverage blockchain technology to enhance supply chain transparency, traceability, and security. Smart contracts will automate transactions, improve supplier collaboration, and enable seamless inventory management.
- Sustainability and Circular Economy: Digitalization will contribute to sustainability efforts in equipment manufacturing. Manufacturers will adopt energy-efficient technologies, optimize resource usage, and implement circular economy principles. Digital platforms and tools will enable better monitoring of energy consumption and environmental impact, supporting the transition towards greener manufacturing practices.
Examples of Digital Technologies in Equipment Manufacturing
The equipment manufacturing industry has embraced various digital technologies to enhance productivity, efficiency, and innovation.
|
Digital Technology
|
Company
|
Key Benefit of Use
|
|
|---|---|---|---|
|
Internet of Things (IoT)
|
Komatsu
|
Remote monitoring, predictive maintenance
|
|
|
Augmented Reality (AR)
|
CNH Industrial
|
Real-time visualization, training, and troubleshooting
|
|
|
Digital Twin
|
Siemens
|
Virtual replica for performance monitoring and analysis
|
|
|
Robotics and Automation
|
ABB
|
Efficient and precise equipment assembly and handling
|
|
|
Predictive Analytics
|
JCB
|
Data-driven maintenance, reducing downtime
|
|
|
Cloud Computing
|
Caterpillar
|
Centralized data storage, collaboration, and scalability
|
|
|
Blockchain
|
Volvo Construction Equipment
|
Enhanced supply chain transparency and traceability
|
|
|
Connected Solutions
|
Liebherr
|
Fleet Management
|
|
These heavy equipment manufacturing companies also utilize robotics, cloud computing, predictive analytics, blockchain, and machine learning to optimize operations and drive industry advancements.
To understand the extent of inventions in the domain of construction, drilling, mining, etc., running a quick search on a patent database shows the following trends:
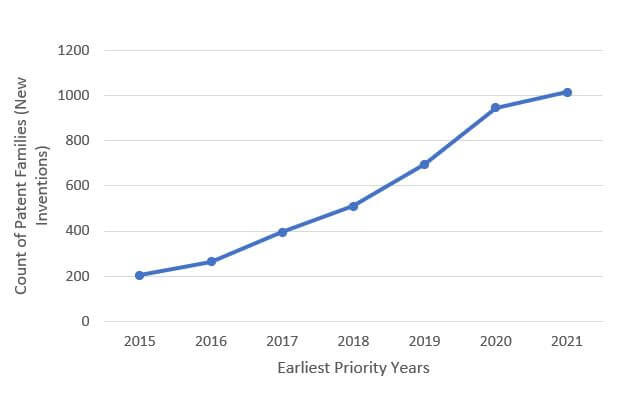
Fig1: This is an output by the Evalueserve IPRD team based on a high-level search conducted on a patent database
The steep increase in new inventions in the last few years shows the focus on digital adaption.
Note: The above chart is based on a rapid search. The actual numbers may be even more if a comprehensive search is executed.
Challenges of Industrial Digitalization in Equipment Manufacturing
While digitalization brings numerous benefits to the equipment manufacturing industry, we must also address its challenges. Here are some common challenges associated with digitalization in equipment manufacturing:
- Cost and Investment: Implementing digital technologies and infrastructure can require significant upfront costs. Equipment manufacturers must acquire digital tools, software, and hardware and train their workforce to utilize these technologies effectively.
- Data Security and Privacy: Digitalization involves collecting, storing, and analyzing large volumes of data. Protecting this data from unauthorized access, cyber threats, and breaches is a critical challenge. Equipment manufacturers need to implement robust cybersecurity measures, establish data governance frameworks, and comply with relevant privacy regulations to ensure the security and privacy of sensitive data.
- Legacy Systems and Integration: Many equipment manufacturers may need to integrate their legacy systems and equipment more efficiently with modern digital technologies. Retrofitting and combining existing equipment with new digital systems can be complex and time-consuming. Ensuring interoperability and smooth integration across different systems and platforms is a challenge that requires careful planning and execution.
- Workforce Readiness and Training: Adopting digital technologies requires upskilling or reskilling the existing workforce. We must train employees to use and manage digital tools effectively, analyze data, and understand new processes and workflows. Bridging the digital skills gap and ensuring a digitally competent workforce can be challenging, especially in industries with an ageing workforce or limited training resources.
- Change Management and Cultural Shift: Digitalization significantly changes an organization’s processes, workflows, and roles. Managing this change effectively and ensuring buy-in from employees can be challenging. Resistance to change, lack of awareness or understanding, and fear of job displacement can hinder the successful adoption and utilization of digital technologies.
- Data Complexity and Interpretation: Digitalization generates data from various sources, such as sensors, IoT devices, and software systems. Effectively managing and interpreting this data to derive meaningful insights can be challenging. Manufacturers must invest in data analytics capabilities, employ data scientists, and utilize advanced analytics tools to extract actionable insights and make informed decisions.
- Scalability and Flexibility: As equipment manufacturers grow and expand, scaling digitalization efforts can be complex. Ensuring that digital infrastructure and systems can handle increasing data volumes and accommodate evolving business needs is challenging. Manufacturers must plan for scalability, choose flexible digital solutions, and continuously adapt their digital strategies to stay aligned with organizational growth and changes.
- Supplier Collaboration and Integration: Equipment manufacturers often rely on a network of suppliers and partners. Collaborating and integrating digital systems and processes across this complex supplier ecosystem can be challenging. Aligning digitalization efforts, sharing data seamlessly, and maintaining interoperability with suppliers’ systems require effective communication, standardized protocols, and robust collaboration frameworks.
Addressing these challenges requires a comprehensive digital transformation strategy, adequate resources, and strong leadership commitment. It involves careful planning, ongoing evaluation, and a willingness to adapt and learn as digitalization evolves in the equipment manufacturing industry.
How have we helped our clients?
Our clients reach out to us to understand use cases they can adopt using digital solutions. Understanding these use cases often helps them improve customer experience, gain operational efficiency, and find new business areas. Below is a high-level view of our output to one crane manufacturer trying to understand the utility of digitalization.

Fig 2: High-Level view of the Use case identified by the Evalueserve IPRD team for a Crane Manufacturer
Some clients who have ventured into the digital space seek partners to adapt quickly to the identified use cases. As shown below, we help our clients identify partners based on technology relevance, readiness, and financial positions.

Fig 3: Depiction of Partners Benchmarking conducted by Evalueserve IPRD team
Conclusion
Digitalization has revolutionized the heavy equipment industry by enhancing efficiency, productivity, and innovation. IoT, AI, and advanced analytics have streamlined design, optimized production, enabled predictive maintenance, and improved supply chain management. While challenges like cost, data security, and workforce readiness exist, embracing digitalization trends such as IoT integration, AI, digital twins, and sustainability initiatives can lead to future success in the industry. Digitalization offers immense potential for heavy equipment manufacturers to drive growth and shape the industry’s future.


